线切割单片机改成电脑数控型技术
数控线切割控制卡的主要功能:
1.开机操作简化:系统参数设置可**保留,操作简单易学;
2.**保留内存数据:系统附有可自动充电之镍隔电池供存储器停电状态所需,完善的断电保护功能,如加工过程中突然断电,复电后即可继续加工;
3.图形显示加工进程,并显示相对坐标X、Y,J和**坐标X、Y、U、V等变化数值;
4.锥度加工应用了四轴/五轴联动的技术,上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
5.导轮切点补偿,包括了U轴和V轴,使大锥度切割的精度大大优于同类软件。
6.可对基准面和丝架距作精确的校正计算,使锥度加工的精度得到保证,并且容易操作。
7.可将AUTOCAD的DXF格式及ISOG格式作数据转换。
8.可在一台电脑上同时控制多达四部机床做不同的工作,并可脱机一边加工,一边编程。
9.加工参数设置包括:3B补偿,加工比例,坐标变换,循环加工和步进速度调节等,坐标变换有旋转、镜象等八种;
10.机床加工工时自动累积,方便对机床使用的管理;
11.可随时设置(或取消)加工完当段结束时的暂停标志;
12.对某组加工指令(在任意区间内选取)设定循环加工2~255次;
13.可由任意段开始加工,和到任意段结束,以及正/逆向加工;
14.模拟加工可快速检查程序的终点坐标结果,及预先检查加工过程;
15.暂停、结束、短路自动回退和长时间短路(1分钟)报警;
16.加工插补运算圆弧半径至2000米;
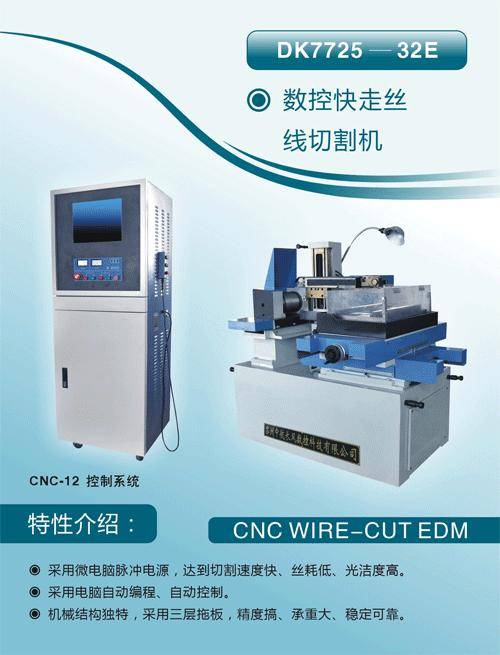
苏州中航长风单板线切割机改电脑数控线切割机:
1.控制原理:数控线切割机床运用计算机数字控制系统,电气改造主要是更新控制系统,变原先的分离元件为大规模集成块,控制技术更为先进,其控制原理大同小异,分述如下:功能控制:自动读入控制信息,使计算机数控系统确立相应的工作状态,而控制线切割机床生产相应的动作坐标控制:即位置控制,控制钼丝与工件相对运动的位置与轨迹,计算机控制中,计算机实时计算各点的坐标数据,把脉冲当量折合成脉冲数来表示,计算机发出一定数量的脉冲,步进电机丝杠即转变为相应的位移,位置信息处理:计算机进行插补运算,采用直线或圆弧逐段逼近给定曲线,从而引导钼丝跟踪设计图形所规定的运动轨迹,该系统输入信息的存储、数据加工处理、插补运算以及控制软盘驱动器、硬盘驱动器、多功能板。
2.高频电源控制板机床电器:自动编程卡、步进电机控制板、变频控制板、步进驱动板等机能通过计算机软件完成,而机床的控制则通过计算机与机床的驱动装置,强电系统之间的接口装置实现。
3硬件改造
原数控系统采用北京数据处理技术研究所微型机数控系统,原高频脉冲电源采用上海通用公司2000年产高效型脉冲电源,改造后的控制系统采用专门设计的数字控制硬件插卡,配备INTEL486/PENTIUM586电脑,15寸彩显,硬件插卡带有接口电路、变频、和高频控制开关,具有元件少,接插件少,可靠性高等特点。控制器系统软件全中文提示;可一边加工,一边进行程序编辑或模拟加工;可同时控制多达四部机床做不同的工作;采用大规模CMOS存储器(62256/628128)来实现停电保护;系统接入客户的网络系统,在网络系统中进行数据交换和监视各加工进程。高频电源采用我公司DK3D高效脉冲电源。
苏州中航长风线切割数控科技有限公司
地址:江苏省苏州市相城区黄桥永方路168号 技术支持:成都九正科技