 线切割加工时出现跳线的原因
线切割加工时出现跳线的原因
线切割加工时钼线过松是会短路的,割不动工件.你说的跳线是说钼线在工件时振动吗?还是割完里边再"跳线"即拆丝,割外边?如果是在割工件时钼线会振动,有几种可能,一丝上得不正轨.二丝上正轨了有可能是丝有少少松,还有就是导轮磨损或者松了,导轮轴承也有可能坏了!再说,如果是钼丝行到两边振,中间不振的话,那也是要紧一下丝,呵呵,不能太大力拉哦,不要拉断罗.
钼线过松,丝筒运转不稳定,钼线抖动过大等都会引起跳轮 。
那是因为你在布线的时候,钢线在线槽中没有按照规定的放入,即将钢线重放在一个线槽中,或跳过一个线槽放入,这在线切割中就称为跳线。出现这种现象将会导致断线。
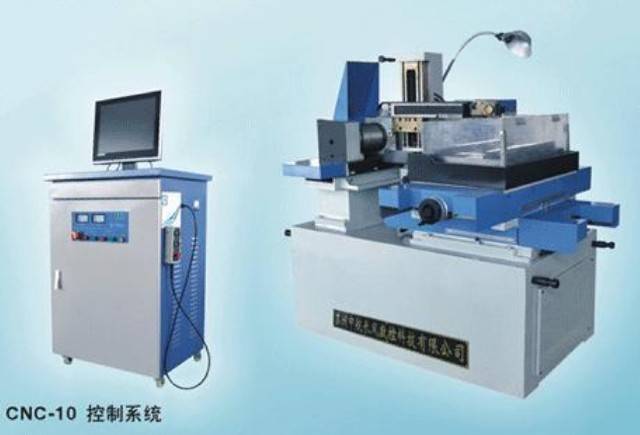
本文经由快走丝,中走丝,线切割机床、电火花线切割,电火花穿孔机,电火花成型机,取断丝锥机,电解去毛刺-苏州中航长风数控科技有限公司整理发布在公司网站//www.zh-wedm.com上.
苏州中航长风线切割数控科技有限公司
地址:江苏省苏州市相城区黄桥永方路168号 技术支持:成都九正科技