锯片 基材
高速钢 DMO5 , No.13343 (M2)
钴合金高速钢 EMO5 , CO5 (M35)
高速钢 ( 含钼 5%) 是制造金属圆锯片的标准基本 材料 .
用这种材料制成的锯片对切割中低 抗拉强度(抗拉强度 500N/mm 2 ~800 N/mm 2 ) 的金属材料效果十分理想 ,
广泛的使用在各 种手动
、半自动、全自动
切管机器上。 HSS-E( 含钴 5%)
是高质量的合金高速钢 , 用这 种材料制成的锯片用来切割那些难以切削的材料 . (抗拉强度超过 800 N/mm 2 )主要应用于 半
自动、全自动切管机器, 它将会明显的 延长刀具的使用寿命 .
常用规格
M2=HSS-DMO5 M35=HSS-CO5
外径*厚度*内孔
定位梢孔2/11/63+2/12/64 250*1.2*32 275*2.0*32 325*2.5*32
250*1.6*32 300*1.6*32 350*2.0*32
250*2.0*32 300*2.0*32 350*2.5*32
275*1.2*32 300*2.5*32 400*3.0*32
275*1.6*32 325*2.0*32 450*3.0*32
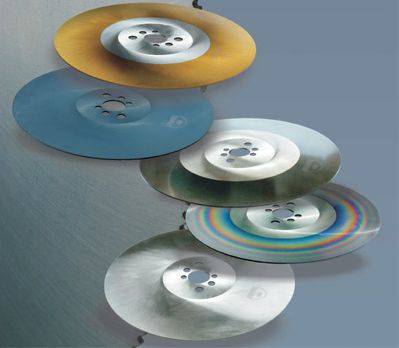
表面处理
锯片常识
切割不锈钢的高速钢锯片
如何选择金属圆锯片
在不锈钢的切割上,建议采用镀铬或氮化处理的锯片。而非使用镀钛锯片,因为市面上常有业者以材质较差之锯片做蒸镀,但是由于其基材本身便不够精确,反而未能提供**佳切削结果,且蒸镀之后,钢板遇热变形,少数业者的克服方法,即是敲打使其平坦。当锯片再次切削时,遇热变形又产生了,敲打只能短暂维持并非长久。
并且不锈钢虽为难削材,但其特性并非十分坚固,主要是其切屑容易黏住刀具,因此归为难削材。而镀铬锯片则是针对不锈钢的特性而设计,在摩擦及切削皆有充分的考量。但是齿型也是影响切削效果的重要因素,因此在购买锯片时,切勿忘记注明是用于切削不锈钢,如此在开齿时方能加以区别,以便研磨出不锈钢**齿形。切勿有错误观念,以为锯片硬就是好,更别认为镀钛锯片就可所向无敌,可以用来切削所有材质的工件,在国外针对不同材质皆有不同的锯片设计。
其实就算是镀钛锯片也有许多分别,就像是简称不锈钢,但是不锈钢的303,304,316等也都各有不同。镀钛也是如此,除了镀膜厚度不同,镀的是氮化钛,白金钛,氮化铝钛等也有不同。其硬度更是千差万别。切勿花了钱又当冤大头。
特别针对目前国内高速钢锯片真假难辨,假货,水货泛滥,购买镀钛锯片尤其需要小心,因为国内大部分是手动或气动圆锯机,根本无须使用镀钛锯片,
(镀钛锯片大部分都是在高速切割(进料速度大于100米/分)的情况下使用。)况且,假的镀钛锯片行内称为”装饰镀”,就好比一个人穿一件漂亮衣服,在锯片经过几次研磨后就原形壁露,根本起不了增强锯片表面硬度的作用.
针对国内专门切割非常薄壁的
不锈钢管(
0.3~0.4mm),我们推荐使用德国Re-Bo的白钢刀具,虽然单片的购买成本较高,但是非常耐用,切面很平整.